


随着计算机技术、自动控制技术的发展,在成批、大量的现代化生产过程中,标记设备采用自动控制方式已成为主流。工业零部件的标记方式主要有字模冲压,电化学腐蚀,激光打标与气动打标。字模冲压速度快,工作过程简单,但是它灵活性差,刻印深度不够。电化学腐蚀精度高,不破坏工作的平整度,但是它对工件表面的平整度要求比较高,刻印深度较浅,并且需要使用模板,打标液等耗材。激光振镜打标精度高,速度快,美观,但价格昂贵,刻印深度浅,维护不方便,在某些场合不满足生产的实际要求。气动打标机成本低,加工速度快,精度较高,维护方便,抗干扰能力强以及打标的内容与深度均可以调节等优点得到了广泛使用,特别是在对标记速度有严格要求的流水线作业场合。
气动打标机控制系统硬件构成
打标机系统一般是两轴运动控制系统,它根据用户输入的打标内容,控制步进电机带动打印头在x-y平面内按一定轨迹运动,同时控制打印针在压缩空气作用下作300hz左右的高频冲击工件表面,从而在工件表面上形成由密集点构成的字符或图案,完成任务的加工。
本文中所开发的气动打标机系统,硬件平台采用arm9+fpga架构,将打标机的控制部分与驱动部分集成在一起,这样体积小,抗干扰性强,同时外接3.5寸触摸液晶屏与矩阵键盘,使用户能够与打标机控制系统友好交互。
硬件采用arm+fpga的构架,同时在控制板卡上面集成驱动。硬件设计方面主要实现两个模块:运动控制模块和人机交互模块。运动控制模块主要实现运动控制的功能,fpga通过总线从arm端得到运动微指令,转化成相应的频率和个数的脉冲发出,或者控制数字io。人机交互模块以arm为中心扩展了串口、usb接口、lcd接口、触摸屏等接口。该系统的结构图如图1所示。
控制系统软件设计
应用软件是实现人机交互的重要组成部分,通过打标应用软件,用户输入加工内容,系统对加工内容进行解析,将字形或者图形信息转换为点阵信息,从而控制电机依照设定的轨迹进行加工。
打标机控制系统由刻印控制模块,文件管理模块,机械参数设置模块,硬件测试模块以及时间管理模块组成,如图2所示。
文件管理模块通过usb使系统与外部进行文件交互,如加工日志,字库,用户logo文件等,它使系统使用起来更加灵活,方便。机械参数设置模块用于对外围机械的硬件参数进行设置管理,如加工幅面,脉冲当量等。硬件测试模块用来测试外围设备与系统连接是否正常,如限位开关,气泵电磁阀,电机等。时间管理模块完成对系统时间的管理,它是加工日志记录以及时间类型加工任务有意义的前提。刻印控制模块是整个应用软件的核心部分,下面作重点介绍。
刻印控制模块
刻印控制模块实现的功能为:用户输入刻印的内容,设定完各个任务参数后,模块根据用户选定的字库文件以及参数,将刻印任务的字符从字库文件中提取出字形信息,经过变换处理后在用户工作区中将字形轨迹显示预览。用户可以通过鼠标来调整刻印任务在工件上的加工位置。在调整完毕后,用户就可以启动加工命令,控制电机按照指定的轨迹进行运动,
同时控制气泵电磁阀使打标针头做高频冲击。这样,在工件上就加工出用户设定的内容刻印控制模块的结构如图3所示。
运动控制部分主要由6个模块组成,刻印任务输入模块,字库解析模块,图形文件解析模块,图形交互模块,加工控制模块,日志记录模块。下面就各个模块进行详细介绍。
刻印任务输入模块
负责刻印任务的创建。创建的任务类型有普通字符串,流水号,vin,图形文件等,其中vin码与流水号是具有特殊编码的字符串,他们都有自己的编码规则,在每一次任务加工完毕之后,根据参数设定,任务的编号都会自加一个增量。在该模块中,它还包含了打印任务的参数设置,包括中英文字库选择,字高,字宽,扇形半径等等,在设定完这些参数后,用户就可以创建一个有效的刻印任务。
解析模块
接收刻印任务输入模块输入的数据后,如果是字符类任务,则调用字库解析模块,对刻印任务的内容进行解析处理;如果是图形文件,则调用图形文件解析模块进行图形点阵信息提取。
在字库解析模块中,支持的字库为autocad的shx字库,shx字库文件由文件头部信息,字体索引表,字形描述表三部分组成。模块根据用户选择的字库,建立字库文件的字符信息索引表,然后根据刻印内容的字符,从索引表中找出该字符的字形描述信息,根据功能码的意义进行解析,这样就得到了字符的点阵信息,按照特定的格式存储起来。最后将字形轨迹进行优化处理后输出。
系统支持的图形文件有dxf,ai,plt三种格式。通过图形解析模块,将图形信息转换为指定格式的点阵信息输出。
图形交互模块
图形交互模块负责将解析得到的数据,显示到视窗中,使用户在加工前就能够清楚的知道刻印任务将在工件的什么位置进行加工,即所见即所得。该模块实现的主要操作有:
①视窗的缩小与放大,使用户能够方便的观察刻印任务的轨迹;
②刻印任务的位置改变,使用鼠标或者键盘的方向键,都可以调整刻印任务在工件表面的加工位置;
③加工任务的参数于属性修改,如字高,字宽,中英文字库修改,图形文件尺寸的缩放,镜像变形,禁止刻印等;
④对针跟随功能,当刻印任务的位置发生变化时,打标机的针头会“跟随”任务到新的位置,这样用户可以很清楚的知道该刻印任务在工件上的加工位置,该功能提供了9种模式,如任务的左上角,中心等;
⑤多个任务对齐功能,如左对齐,上对齐等;
⑥修改刻印任务的加工顺序。
加工控制模块
在刻印任务建立及修改后,加工数据就准备就绪。用户设定好加工速度,空走速度,抬落笔延时等参数后,通过加工控制模块,控制x,y轴的电机以及气泵电磁阀,就可以在工件上进行加工。模块中引入了抬落笔延时参数与反向间隙,抬落笔延时参数可以避免在加工过程中的拖尾与缺笔的现象,而反向间隙参数可以补偿设备在反向过程中带来的误差,以保证加工效果。
日志记录模块
在加工完毕以后,对于vin码,流水号这两种重要编码的加工信息进行保存,以便用户以后查看加工记录。保存的信息包含加工内容,时间,编码方式。
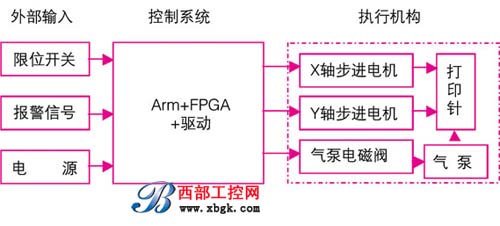
图1 气动打标系统结构图
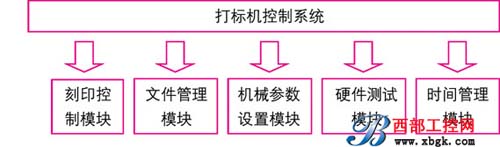
图2 控制系统软件结构图
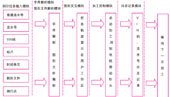
图3 刻印控制软件结构图
结束语
本研究将嵌入式技术应用到气动打标机的设计当中,并将控制器与驱动器集成到一起,充分的利用了软硬件资源。这使得系统的结构简单,体积小,可靠性高,易于携带。在此基础上,完成了应用软件的设计,提供了良好的人机交互界面,使用方便。





