


 ● 氧气保护气
使用氧气作为保护气的好处在于明显减小工件面的锥度,即改善工件垂直度。这是小孔技术中最关键一个因数。但是也有局限性,因为在切割过程中使用氧气作为保护气时会增高易损件的温度,如果长时间切割下去会降低易损件的工件表面光滑度没有空气作为保护气的好;工件下表面有较多熔渣等。 故非所有尺寸的内孔都需要使用氧气,孔径是板厚的2倍
● 氧气保护气
使用氧气作为保护气的好处在于明显减小工件面的锥度,即改善工件垂直度。这是小孔技术中最关键一个因数。但是也有局限性,因为在切割过程中使用氧气作为保护气时会增高易损件的温度,如果长时间切割下去会降低易损件的工件表面光滑度没有空气作为保护气的好;工件下表面有较多熔渣等。 故非所有尺寸的内孔都需要使用氧气,孔径是板厚的2倍
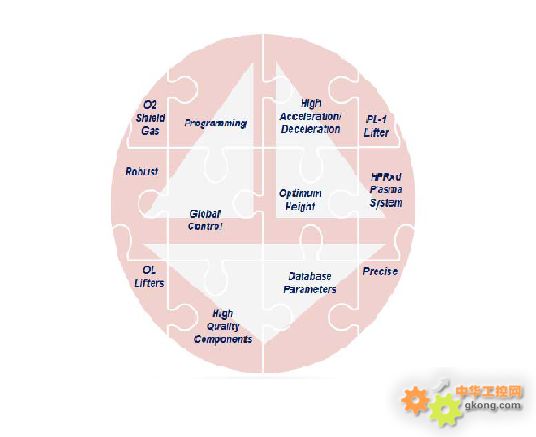
 支持一些小孔切割的特殊要求
1) 机器的加速度对小孔的质量也是至关重要的,在整个小孔轮廓的切割过程中一定需要保持同种速度,否则会导致圆度不好 ,要求加速度能适应。
2) 采用半圆形引入方式,使速度在切割圆孔的时候达到切割速度
3) 以过烧作为引出方式 ,避免切割减速,提前断弧,避免重复切割。
4) 封锁调高自动,避免割炬波动影响切割质量。
支持一些小孔切割的特殊要求
1) 机器的加速度对小孔的质量也是至关重要的,在整个小孔轮廓的切割过程中一定需要保持同种速度,否则会导致圆度不好 ,要求加速度能适应。
2) 采用半圆形引入方式,使速度在切割圆孔的时候达到切割速度
3) 以过烧作为引出方式 ,避免切割减速,提前断弧,避免重复切割。
4) 封锁调高自动,避免割炬波动影响切割质量。
